模具钢常规硬度检测和要求
>
模具钢常用于高产量冲压模、搓丝模、陶瓷制品模、电路板模及高产量塑料模具的制作,对模具钢的硬度会有一定要求。以下就是模具钢硬度检测的具体方法和步骤。
1、热处理零件均应根据图纸要求和工艺规定进行硬度检验或抽验。
2、先以标准块校对硬度计,确认后方可进行测试硬度。
3、检验硬度前,应将零件表面清理干净,去除氮化皮,脱碳层及毛刺等,且表面不应有明显的机加工痕迹,被测零件的温度以室温为准,或略高于室温但以人手能稳稳抓住为限。
4、硬度检验部位应根据工艺文件或由检验、工艺人员确定淬火部位检查硬度不少于1处,每处不少于3点,不均匀度应在要求范围内,被测零件直径小于¢38mm一下时应予修正。
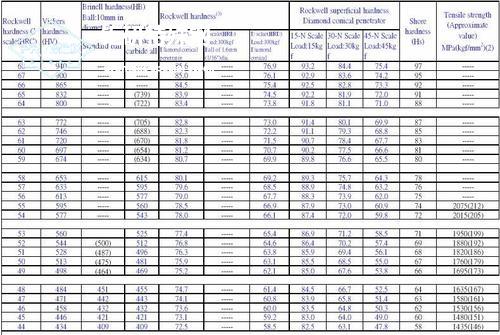
5、一般正火件,退火件、调质件采用布氏硬度计检验。对于尺寸较大者可用锤击式硬度检验,淬火件用洛氏硬度计检验,对于尺寸较大者,允许用肖式硬度计代替,渗碳或硬化层较薄的零件,维化硬度计检验,当使用锉刀检验零件硬度时,必须注意锉痕的位置,应不影响零件的*后硬度。有色金属检验以布氏HRB为宜。选择加载负荷时,应以零件的具体要求、被测部位的大小、厚薄等作为选择依据,要求换算精度要高,要准确。
本文部分内容来源于网络,我们仅作为信息分享。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 promaxsts@163.com 举报,一经查实,本站将立刻删除。

